



 服务热线:
服务热线: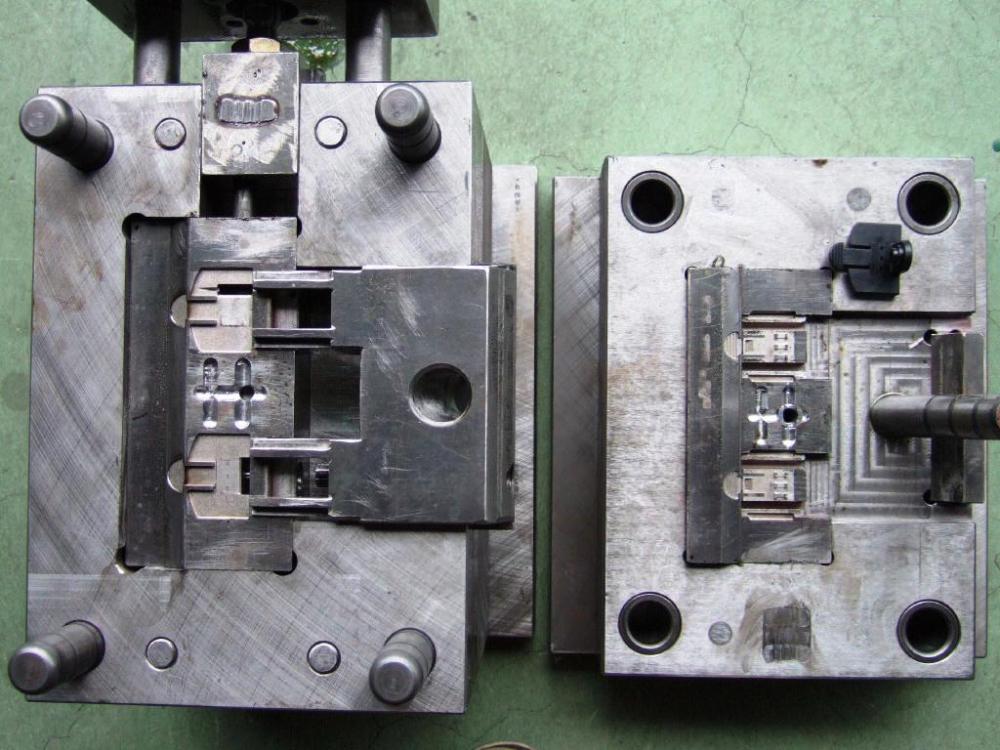
飞边的解决措施:(1)机台的最高锁模力不够应选用锁模力够的机台。锁模机铰磨损或锁模油缸密封元件磨损出现滴油或回流而造成锁模力下降。加温系统失控造成实际温度过高应检查热电偶、加热圈等是否有问题。(2)模具方面:①模具型腔分布不衡或平行度不够造成受力不平衡而造成局部飞边,局部不满,应在不影响制件完整性前提下流道应尽量安置在质量对称中心。②模具中活动构件、滑动型芯受力不平衡时会造成飞边。③模具排气不良时受压的空气会使模的分型面胀开而出现飞边,应开设良好的排气系统,或在分型面上挖排气沟。
良好的热稳定性:塑料注射模的零件形状往往比较复杂,淬火后难以加工,因此应尽量选用具有良好的热稳定性的,当模具成型加工经热处理后因线膨胀系数小,热处理变形小,温度差异引起的尺寸变化率小,金相组织和模具尺寸稳定,可减少或不再进行加工,即可保证模具尺寸精度和表面粗糙度要求。45、50牌号的碳素钢具有一定的强度与耐磨性,经调质处理后多用于模架材料。高碳工具钢、低合金工具钢经过热处理后具有较高的强度和耐磨性,多用于成型零件。但高碳工具钢因其热处理变形大,仅适用于制造尺寸小、形状简单的成型零件。

1.优良的切削加工性:大多数塑料成型模具,除电火花加工还需进行一定的切削加工和钳工修配。为延长切削刀具的使用寿命,在切削过程中加工硬化小。为避免模具变形而影响精度,希望加工残余应力能控制在最小限度。2. 良好的热稳定性:塑料注射模的零件形状往往比较复杂,淬火后难以加工,因此应尽量选用具有良好的热稳定性的材料。




