



 服务热线:
服务热线: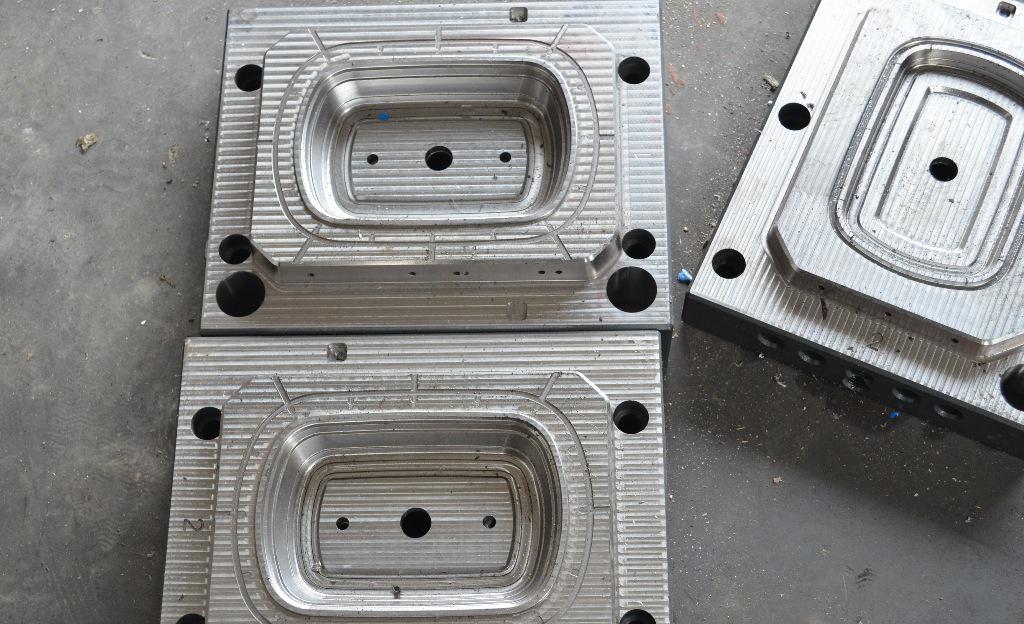
塑料产品主要由:浇注体系,温度控制体系,成型零件体系,排气体系,导向体系,顶出体系等组成。其间,浇注体系和模制零件是与塑料直接触摸的零件,并且随塑料和产品而改变。它们是塑料模具中最杂乱的零件,改变很大,加工精度和精度要求也很高。浇口体系:是指流道在塑料从喷嘴进入型腔之前的部分,包含主流道,冷块,流道和浇口等。

1、塑料模具材料的后处理不需要,因为:塑料软,不需要硬度等什么特殊的要求,且热处理过程可能造成模具变形。2、模具中的冷却(通水通道)与产品大小、形状、塑料性质、保压时间等因素相关。3、模具的形腔内粗糙度等级要达到“镜面级”,不然产品难以脱模,产品顶出时需力过大造成产品损坏。定位销、合模面及其它部位的粗糙度均有标准规定。
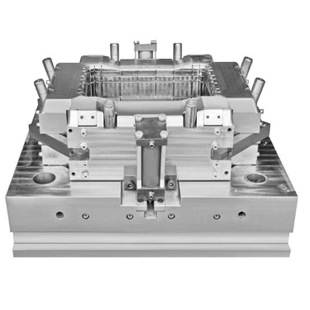
吹塑模具:用来成型塑料容器类中空制品(如饮料瓶、日化用品等各种包装容器)的一种模具,吹塑成型的形式按工艺原理主要有挤出吹塑中空成型、注塑成型的形式按工艺原理主要有挤出吹塑中空成型、注射吹塑中空成型、注射延伸吹塑中空成型(俗称注拉吹),多层吹塑中空成型,片材吹塑中空成型等。中空制品吹塑成型所对应的设备通常称为塑料吹塑成型机,吹塑成型只适用于热塑料品种制品的生产。吹塑模具结构较为简单,所用材料多以碳素多则制造。

塑料模的工作条件:由于塑料及塑料成型工业的发展,对塑料的模具的质量要求也越来越高,因而塑料模具的失效问题及其影响因素已成为重要的研究课题。塑料模的主要工作零件是成型零件,如凸模、凹模等,它们构成塑料模的型腔,以成型塑料制件的各种表面并直接与塑料接触,经受压力、温度、摩擦和腐蚀等作用。从模具失效的普遍现象分析,塑料模具在服役过程中,可产生磨损失效、局部性变形失效和断裂失效。




