



 服务热线:
服务热线:
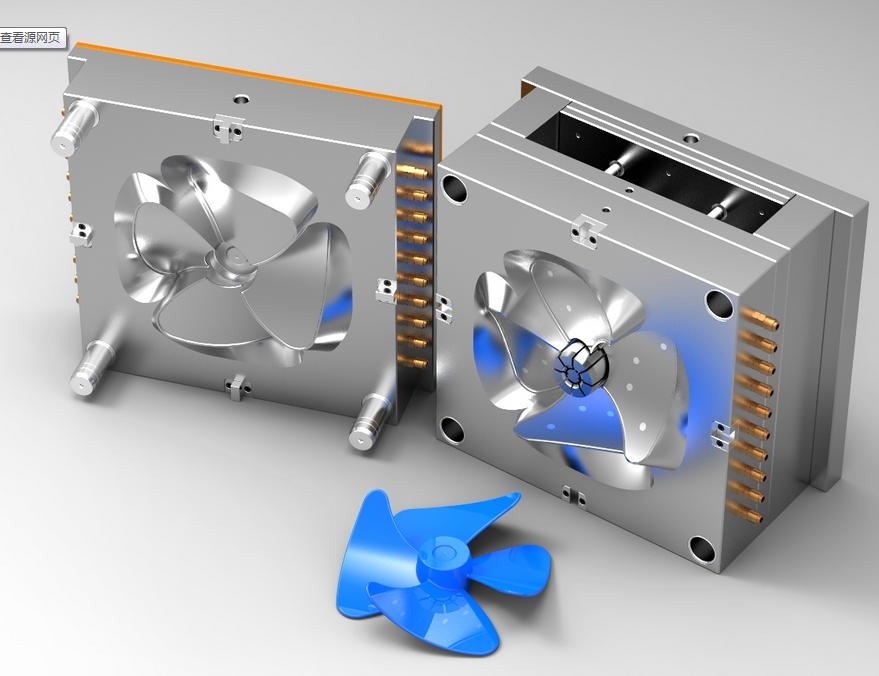
挤出模具:用来成型生产连续形状的塑料产品的一类模具,又叫挤出成型机头,广泛用于管材、棒材、单丝、板材、薄膜、电线电缆包覆层、异型材等的加工。与其对应的生产设备是塑料挤出机,其原理是固态塑料在加热和挤出机的螺杆旋转加压条件下熔融,塑化,通过特定形状的口模而制成截面与口模形状相同的连续塑料制品。其制造材料主要有碳素结构钢、合金工具等,有些挤出模具在需要耐磨的部件上还会镶嵌金刚石等耐磨材料。挤出中工工艺通常只适用热塑性塑料品制品的生产,其在结构上与注塑模具和压塑模具有明显区别。

飞边的解决措施:(1)机台的最高锁模力不够应选用锁模力够的机台。锁模机铰磨损或锁模油缸密封元件磨损出现滴油或回流而造成锁模力下降。加温系统失控造成实际温度过高应检查热电偶、加热圈等是否有问题。(2)模具方面:①模具型腔分布不衡或平行度不够造成受力不平衡而造成局部飞边,局部不满,应在不影响制件完整性前提下流道应尽量安置在质量对称中心。②模具中活动构件、滑动型芯受力不平衡时会造成飞边。③模具排气不良时受压的空气会使模的分型面胀开而出现飞边,应开设良好的排气系统,或在分型面上挖排气沟。
1.塑料模要有足够的刚度,不然在合模保压时产生变形,引起“飞边”。2.塑料模要选择合理的排气位置及其量的控制。不然引起塑料注不满而产品“缺料”。3.注射道要选择合理,使料能均匀到达每一处(流径相等),并要有足够的贮量,保证塑料在收缩过程中补给塑料。3.每种料的收缩系数不同,模具要有合理的收缩率。4.选择合理的脱模方式,选择合理的顶杆位置与数量,保证在顶出过程中产品不损坏。5.模具与注塑机固定方式要合理,要可靠牢固,防止合模时变位而引起事故。并要拆卸方便。
光芒线:成因:在垂直制件方向的点浇口设计中,注塑时制件表面出现了以浇口为中心的由不同颜色深度和光泽组成的辐射系统,称为光芒线。大体有三种表现,即深色底暗色线,暗色底深色线及在浇口周围暗色线密而发白。这类缺陷大多在注制聚苯乙烯与改性聚苯乙烯混合料时出现,与下列因素有关:两种料在流变性、着色性等方面有差异,浇注系统平流层与紊流层流速和受热状况有差异;塑料因热分解而生成烧焦丝;塑料进模时气态物质的干扰。




