



 服务热线:
服务热线: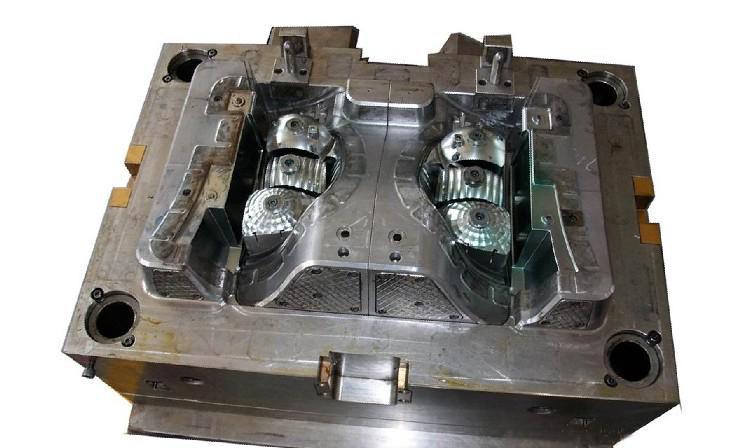
机械抛光:机械抛光是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。利用该技术可以达到Ra0.008μm的表面粗糙度,是各种抛光方法中最高的。光学镜片模具常采用这种方法。

挤出模具:用来成型生产连续形状的塑料产品的一类模具,又叫挤出成型机头,广泛用于管材、棒材、单丝、板材、薄膜、电线电缆包覆层、异型材等的加工。与其对应的生产设备是塑料挤出机,其原理是固态塑料在加热和挤出机的螺杆旋转加压条件下熔融,塑化,通过特定形状的口模而制成截面与口模形状相同的连续塑料制品。其制造材料主要有碳素结构钢、合金工具等,有些挤出模具在需要耐磨的部件上还会镶嵌金刚石等耐磨材料。挤出中工工艺通常只适用热塑性塑料品制品的生产,其在结构上与注塑模具和压塑模具有明显区别。

注塑模具:它主要是热塑性塑料件产品生产中应用最为普遍的一种成型模具,注塑模具对应的加工设备是注塑成型机,塑料首先在注塑机底加热料筒内受热熔融,然后在注塑机的螺杆或柱塞推动下,经注塑机喷嘴和模具的浇注系统进入模具型腔,塑料冷却硬化成型,脱模得到制品。其结构通常由成型部件、浇注系统、导向部件、推出机构、调温系统、排气系统、支撑部件等部分组成,制造采用塑料模具钢。注塑成型加工方式通常只适用于热塑料品的制品生产,用注塑成型工艺生产的塑料制品十分广泛,从生活日用品到各类复杂的电器、汽车零部件等都是用注塑模具成型的,它是塑料制品生产中应用最广的一种加工方法。
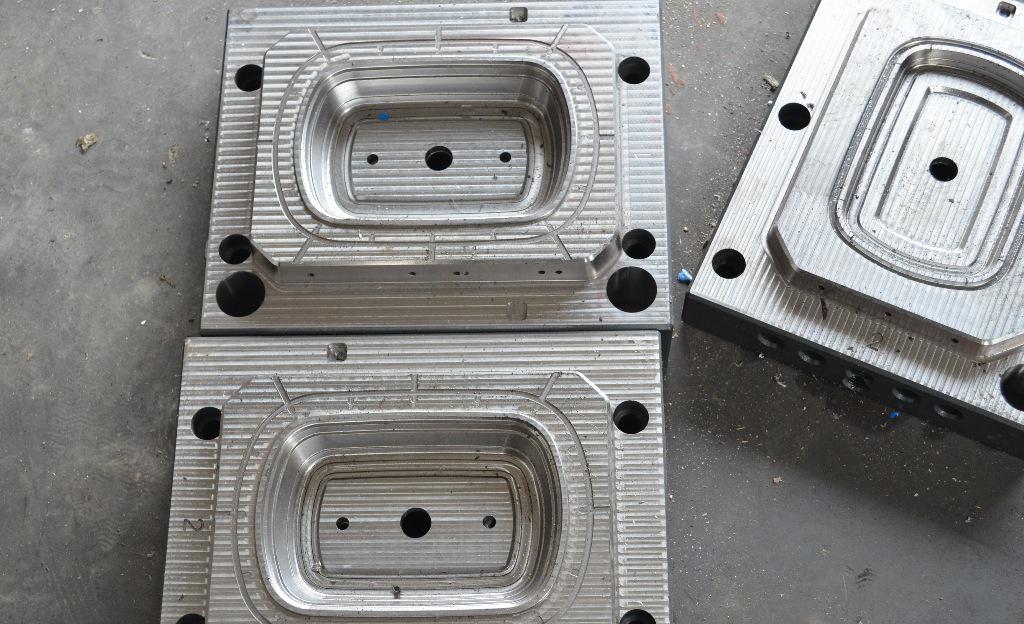
1.优良的切削加工性:大多数塑料成型模具,除EMD加工外还需进行一定的切削加工和钳工修配。为延长切削刀具的使用寿命,提高切削性能,减少表面粗糙度,塑料模具用钢的硬度必须适当。2.良好的抛光性能:高品质的塑料制品,要求型腔表面的粗糙度值小。例如,注塑模型腔表面粗糙度值要求小于Ra0.1~0.25的水平,光学面则要求Ra<0.01nm,型腔须进行抛光,减小表面粗糙度值。为此选用的钢材要求材料杂质少、组织微细均一、无纤维方向性、抛光时不应出现麻点或桔皮状缺陷。




