



 服务热线:
服务热线:
机械抛光:机械抛光是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。利用该技术可以达到Ra0.008μm的表面粗糙度,是各种抛光方法中最高的。光学镜片模具常采用这种方法。
塑料模材料失效原因分析:一般模具制造中包括模具设计、选用材料、热处理、机械加工、调试与安装等过程。根据调查表明:模具失效的因素中,模具所使用的材料与热处理是影响使用寿命的主要因素。从全面质量管理的角度出发,不能把影响模具使用寿命的诸因素作为多项式之和来衡量,而应该是多因素的乘积,这样,模具材料与热处理的优劣在整个模具制造过程中就显得特别重要。
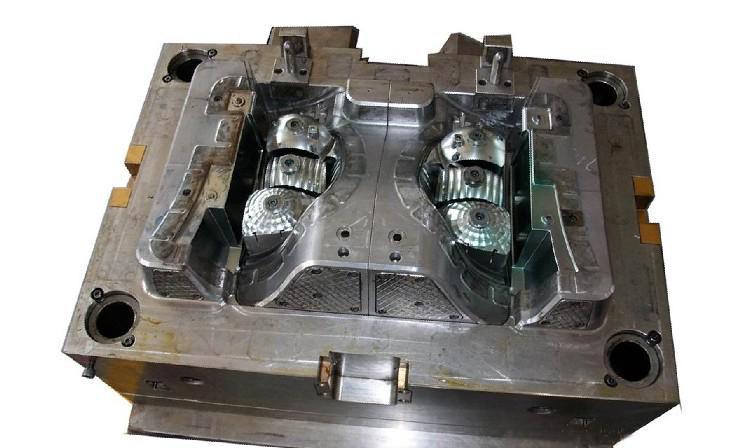
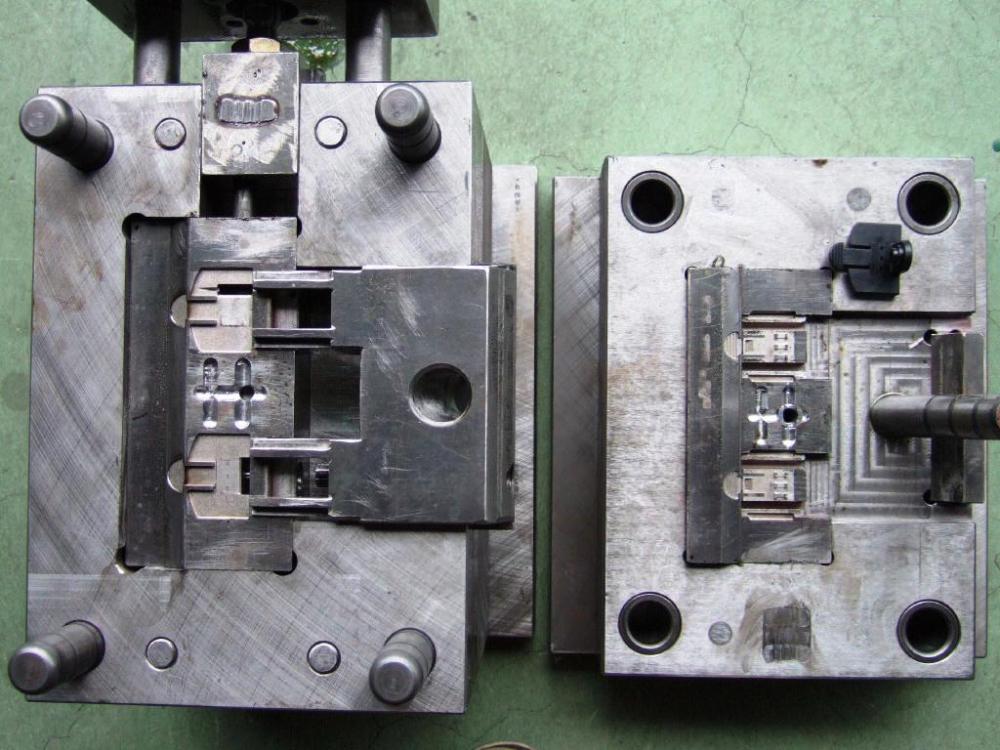
塑料模具由活动模具和固定模具组成。可动模具安装在打针成型机的可动模板上,固定模具安装在打针成型机的固定模板上。在打针成型期间,可动模具和固定模具封闭以形成浇注体系和型腔。翻开模具时,将活动模具和固定模具分开以取出塑料制品。尽管塑胶模具的结构可能会因塑料的品种和功能,塑料产品的形状和结构以及注塑机的类型而有很大差异,但基本结构是相同的。




