



 服务热线:
服务热线: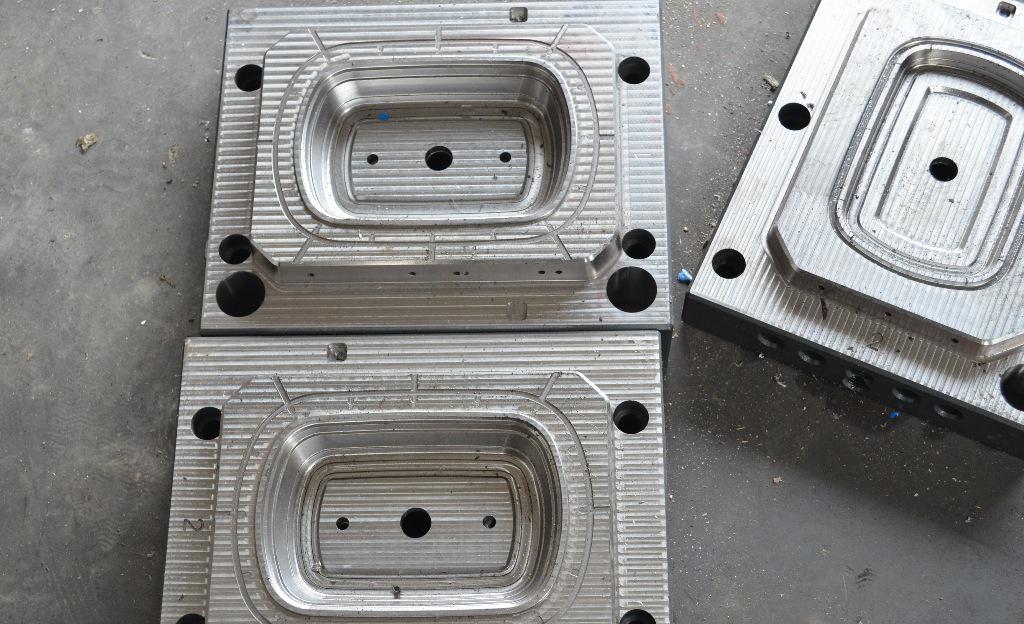
①分型面,即模具闭合时凹模与凸模相互配合的接触表面。它的位置和形式的选定,受制品形状及外观、壁厚、成型方法、后加工工艺、模具类型与结构、脱模方法及成型机结构等因素的影响。②结构件,即复杂模具的滑块、斜顶、直顶块等。结构件的设计非常关键,关系到模具的寿命、加工周期、成本、产品质量等,因此设计复杂模具核心结构对设计者的综合能力要求较高,尽可能追求更简便、更耐用、更经济的设计方案。

1.原料方面:塑料的流动性过大,或加太多的润滑剂,应适当降低压力、速度、温度等,减小润滑剂的使用量,必要时要选用流动性低的塑料。2.加工、调整方面:①设置的温度、压力、速度过高,应采用分段注射。注射时间、保压时间、加料量过多都会造成飞边。②调节时,锁模机铰未伸直,或开、锁模时调模螺母经常会动而造成锁模力不足出现飞边。③调节头与二极的平行度不够或调节的系统压力过大。

1.优良的切削加工性:大多数塑料成型模具,除EMD加工外还需进行一定的切削加工和钳工修配。为延长切削刀具的使用寿命,提高切削性能,减少表面粗糙度,塑料模具用钢的硬度必须适当。2.良好的抛光性能:高品质的塑料制品,要求型腔表面的粗糙度值小。例如,注塑模型腔表面粗糙度值要求小于Ra0.1~0.25的水平,光学面则要求Ra<0.01nm,型腔须进行抛光,减小表面粗糙度值。为此选用的钢材要求材料杂质少、组织微细均一、无纤维方向性、抛光时不应出现麻点或桔皮状缺陷。
挤出模具:用来成型生产连续形状的塑料产品的一类模具,又叫挤出成型机头,广泛用于管材、棒材、单丝、板材、薄膜、电线电缆包覆层、异型材等的加工。与其对应的生产设备是塑料挤出机,其原理是固态塑料在加热和挤出机的螺杆旋转加压条件下熔融,塑化,通过特定形状的口模而制成截面与口模形状相同的连续塑料制品。其制造材料主要有碳素结构钢、合金工具等,有些挤出模具在需要耐磨的部件上还会镶嵌金刚石等耐磨材料。挤出中工工艺通常只适用热塑性塑料品制品的生产,其在结构上与注塑模具和压塑模具有明显区别。




