



 服务热线:
服务热线:
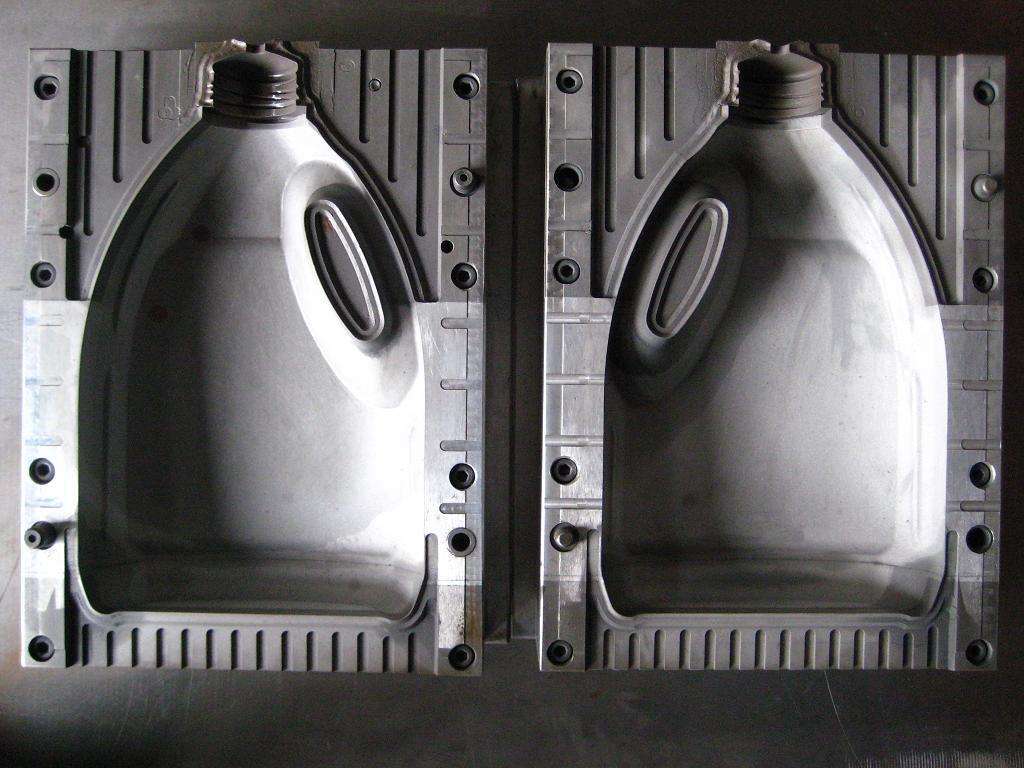
吸塑模具:以塑料板、片材为原料成型某些较简单塑料制品的一种模具,其原理是利用抽真空盛开方法或压缩空气成型方法使固定在凹模或凸模上的塑料板、片,在加热软化的情况下变形而贴在模具的型腔上得到所需成型产品,主要用于一些日用品、食品、玩具类包装制品生产方面。吸塑模具因成型时压力较低,所以模具材料多选用铸铝或非金属材料制造,结构较为简单。
飞边的解决措施:(1)机台的最高锁模力不够应选用锁模力够的机台。锁模机铰磨损或锁模油缸密封元件磨损出现滴油或回流而造成锁模力下降。加温系统失控造成实际温度过高应检查热电偶、加热圈等是否有问题。(2)模具方面:①模具型腔分布不衡或平行度不够造成受力不平衡而造成局部飞边,局部不满,应在不影响制件完整性前提下流道应尽量安置在质量对称中心。②模具中活动构件、滑动型芯受力不平衡时会造成飞边。③模具排气不良时受压的空气会使模的分型面胀开而出现飞边,应开设良好的排气系统,或在分型面上挖排气沟。

塑料模材料失效原因分析:一般模具制造中包括模具设计、选用材料、热处理、机械加工、调试与安装等过程。根据调查表明:模具失效的因素中,模具所使用的材料与热处理是影响使用寿命的主要因素。从全面质量管理的角度出发,不能把影响模具使用寿命的诸因素作为多项式之和来衡量,而应该是多因素的乘积,这样,模具材料与热处理的优劣在整个模具制造过程中就显得特别重要。

冷料斑:成因:冷料斑主要是指制件近浇口处带有雾色或亮色的斑纹或从浇口出发的宛如若蚯蚓贴在上面的弯曲疤痕,它们由进入型腔的塑料前锋或因过分的保压作用而后来挤进型腔的冷料造成,前锋料因为射咀或流道的冷却作用传去热量,在进入型腔前部分被冷却固化,当通过狭窄的浇口而扩张注入型腔时,形成熔体破裂,紧接着又被后来的热熔料推拥,于是就成了冷料斑。




