



 服务热线:
服务热线: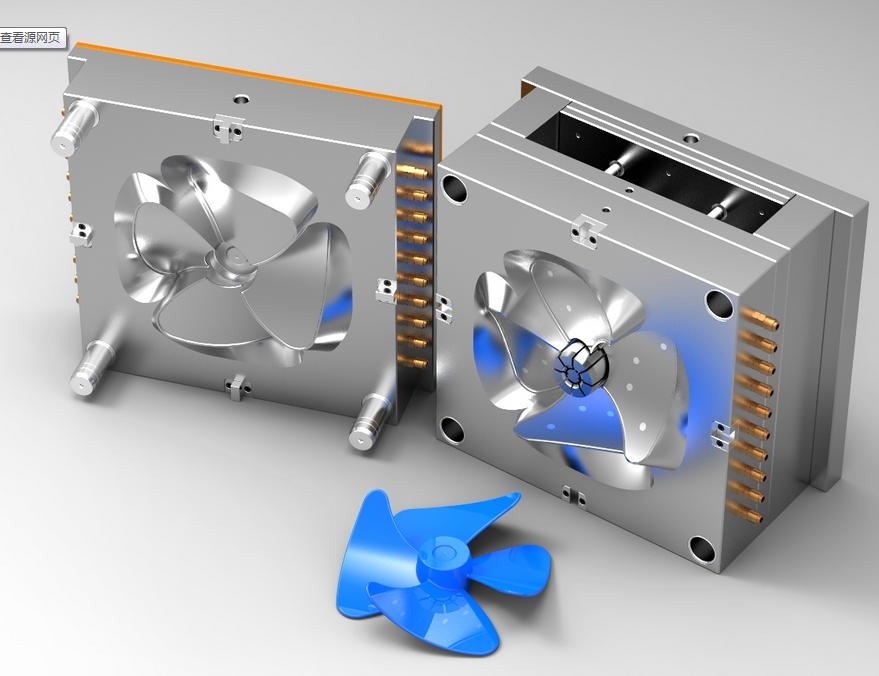
塑料产品主要由:浇注体系,温度控制体系,成型零件体系,排气体系,导向体系,顶出体系等组成。其间,浇注体系和模制零件是与塑料直接触摸的零件,并且随塑料和产品而改变。它们是塑料模具中最杂乱的零件,改变很大,加工精度和精度要求也很高。浇口体系:是指流道在塑料从喷嘴进入型腔之前的部分,包含主流道,冷块,流道和浇口等。
塑料模具由活动模具和固定模具组成。可动模具安装在打针成型机的可动模板上,固定模具安装在打针成型机的固定模板上。在打针成型期间,可动模具和固定模具封闭以形成浇注体系和型腔。翻开模具时,将活动模具和固定模具分开以取出塑料制品。尽管塑胶模具的结构可能会因塑料的品种和功能,塑料产品的形状和结构以及注塑机的类型而有很大差异,但基本结构是相同的。

冷料斑:成因:冷料斑主要是指制件近浇口处带有雾色或亮色的斑纹或从浇口出发的宛如若蚯蚓贴在上面的弯曲疤痕,它们由进入型腔的塑料前锋或因过分的保压作用而后来挤进型腔的冷料造成,前锋料因为射咀或流道的冷却作用传去热量,在进入型腔前部分被冷却固化,当通过狭窄的浇口而扩张注入型腔时,形成熔体破裂,紧接着又被后来的热熔料推拥,于是就成了冷料斑。
机械抛光:机械抛光是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。利用该技术可以达到Ra0.008μm的表面粗糙度,是各种抛光方法中最高的。光学镜片模具常采用这种方法。




