



 服务热线:
服务热线:
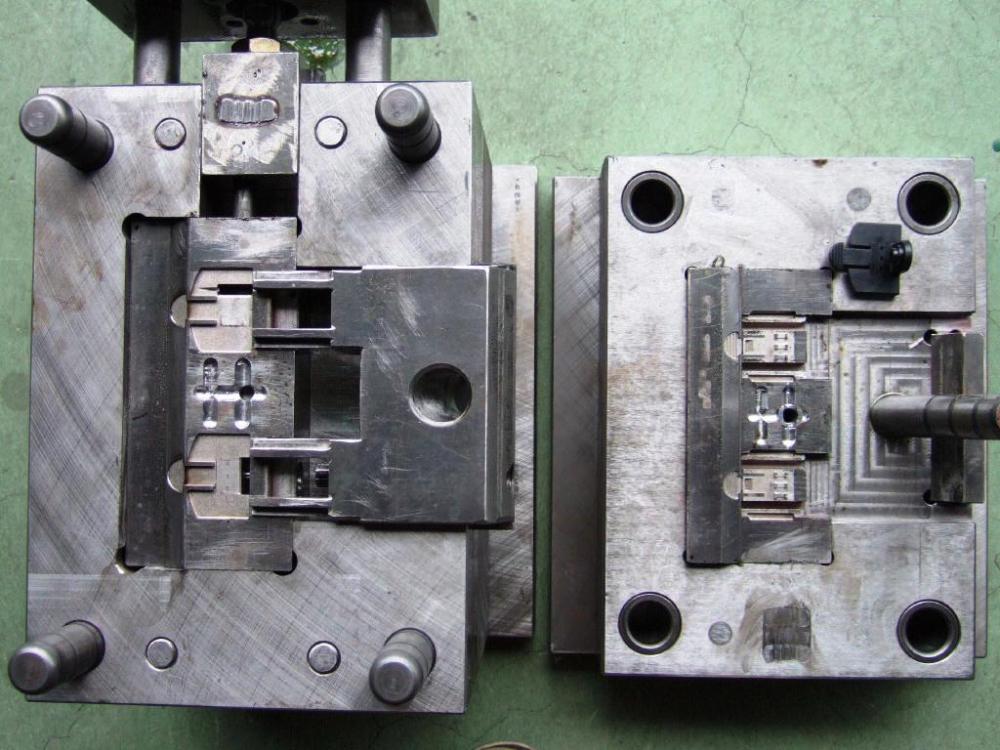
1.塑料模要有足够的刚度,不然在合模保压时产生变形,引起“飞边”。2.塑料模要选择合理的排气位置及其量的控制。不然引起塑料注不满而产品“缺料”。3.注射道要选择合理,使料能均匀到达每一处(流径相等),并要有足够的贮量,保证塑料在收缩过程中补给塑料。3.每种料的收缩系数不同,模具要有合理的收缩率。4.选择合理的脱模方式,选择合理的顶杆位置与数量,保证在顶出过程中产品不损坏。5.模具与注塑机固定方式要合理,要可靠牢固,防止合模时变位而引起事故。并要拆卸方便。
吸塑模具:以塑料板、片材为原料成型某些较简单塑料制品的一种模具,其原理是利用抽真空盛开方法或压缩空气成型方法使固定在凹模或凸模上的塑料板、片,在加热软化的情况下变形而贴在模具的型腔上得到所需成型产品,主要用于一些日用品、食品、玩具类包装制品生产方面。吸塑模具因成型时压力较低,所以模具材料多选用铸铝或非金属材料制造,结构较为简单。
1.耐热性能:随着高速成型机械的出现,塑料制品运行速度加快。由于成型温度在200--350℃之间,如果塑料流动性不好,成形速度又快,会使模具部分成型表面温度在极短时间内超过400℃。为保证模具在使用时的精度及变形微小,模具钢应有较高的耐热性能。2.足够耐磨性:随着塑料制品用途的扩大,在塑料中往往需添加玻璃纤维之类的无机材料以增强塑性,由于添加物的加入,使塑料的流动性大大降低,导致模具的磨损,故要求其具有良好的耐磨性。
1、塑料模具材料的后处理不需要,因为:塑料软,不需要硬度等什么特殊的要求,且热处理过程可能造成模具变形。2、模具中的冷却(通水通道)与产品大小、形状、塑料性质、保压时间等因素相关。3、模具的形腔内粗糙度等级要达到“镜面级”,不然产品难以脱模,产品顶出时需力过大造成产品损坏。定位销、合模面及其它部位的粗糙度均有标准规定。




