



 服务热线:
服务热线:
机械抛光:机械抛光是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。利用该技术可以达到Ra0.008μm的表面粗糙度,是各种抛光方法中最高的。光学镜片模具常采用这种方法。
制件不满反复出现的原因:①塑料原料粒度大小悬殊不均时会使加料份量不定。②螺杆的过胶头、过胶圈及过胶垫圈的磨损过大,使熔料可能在螺杆处经与料筒内之间滑行及回流造成不满。③入流口的冷却系统失效,使下料量不稳定。④料筒调定的注料量不足,即缓冲垫过小会使射料时多时少而出现制件不满。飞边:成因:又称溢边、披锋、毛刺等,大多发生在模具的分合位置上,如动模和静模的分型面,滑块的滑配部位、镶件的绝隙、顶杆孔隙等处,飞边在很大程度上是由于模具或机台锁模力失效造成。
1.模具精度,即避卡、精定位、导柱、定位销等。定位系统关系到制品外观质量,模具质量与寿命,根据模具结构不同,选择不同的定位方式,定位精度控制主要依靠加工,内模定位主要是设计者充分去考虑,设计出更加合理易调整的定位方式。2.浇注系统,即由注塑机喷嘴至型腔之间的进料通道,包括主流道、分流道、浇口和冷料穴。特别是浇口位置的选定应有利于熔融塑料在良好流动状态下充满型腔,附在制品上的固态流道和浇口冷料在开模时易于从模具内顶出并予以清除(热流道模除外)。
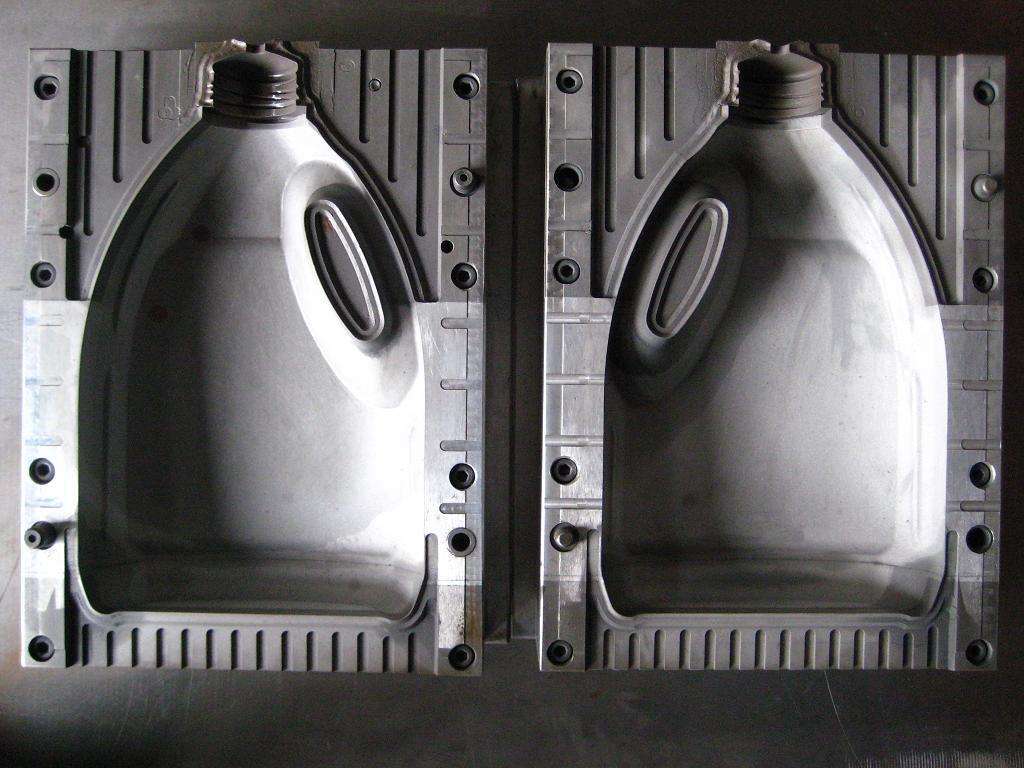
1.镜面加工性能:型腔表面光滑,成型面要求抛光成镜面,表面粗糙度低于Ra0.4μm,以保证塑料压制件的外观并便于脱模。2.热处理性能:在模具失效事故中,因热处理造成的事故一般是52.3%,以致热处理在整个模具制造过程中占有重要的地位,热处理工艺的好坏对模具质量有较大的影响。一般要求热处理变形小,淬火温度范围宽,过热敏感性小,特别是要有较大的淬硬性和淬透性等等。3.耐腐蚀性:在成形过程中可能放出腐蚀气受热分解出具有腐蚀性的气体,如HC1、HF等腐蚀模具,有时在空气流道口处使模具锈蚀而损坏,故要求模具钢有良好的耐蚀性。




