



 服务热线:
服务热线: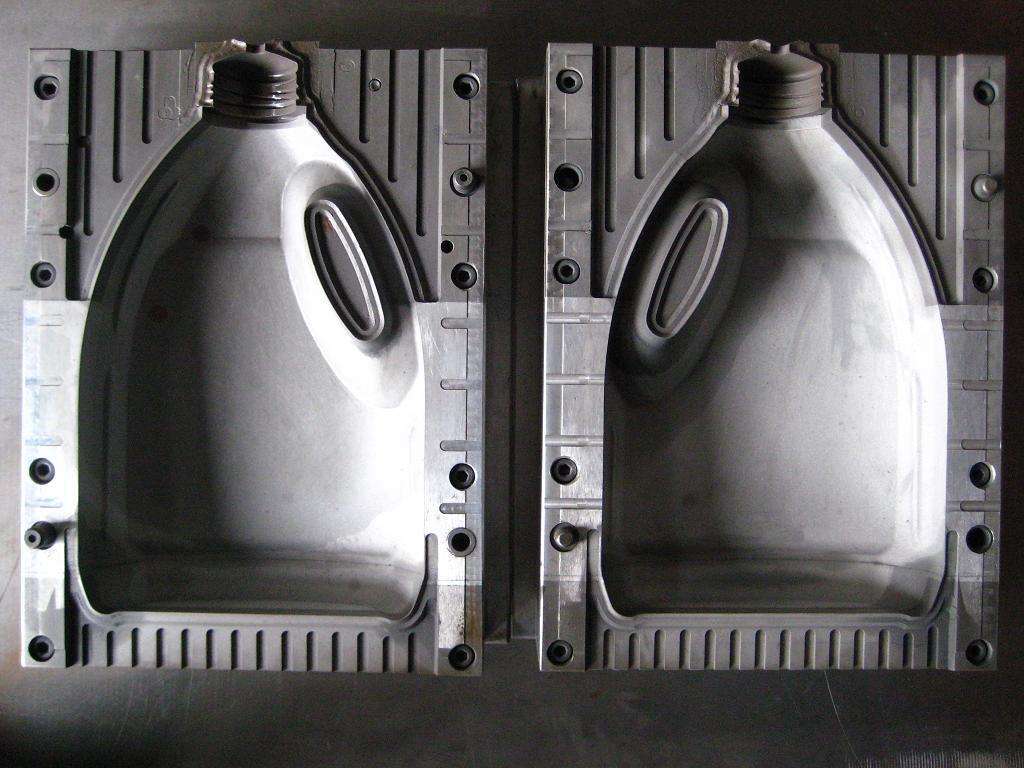
塑料模具的重要失效形式可分为磨损失效、局部塑性变形失效和断裂失效。塑料模具钢性能要求 随着制造业快速发展,塑料模具是塑料成型加工中不可缺少的工具,在总的模具产量中所占的比例逐年增加,随着高性能塑料的发展和不断生产,塑料制品的种类日益增多,用途不断扩大,制品向精密化、大型化、复杂化发展。成型生产向高速化发展,模具的工作条件也越趋复杂。
注塑模具:它主要是热塑性塑料件产品生产中应用最为普遍的一种成型模具,注塑模具对应的加工设备是注塑成型机,塑料首先在注塑机底加热料筒内受热熔融,然后在注塑机的螺杆或柱塞推动下,经注塑机喷嘴和模具的浇注系统进入模具型腔,塑料冷却硬化成型,脱模得到制品。其结构通常由成型部件、浇注系统、导向部件、推出机构、调温系统、排气系统、支撑部件等部分组成,制造采用塑料模具钢。注塑成型加工方式通常只适用于热塑料品的制品生产,用注塑成型工艺生产的塑料制品十分广泛,从生活日用品到各类复杂的电器、汽车零部件等都是用注塑模具成型的,它是塑料制品生产中应用最广的一种加工方法。




