



 服务热线:
服务热线:
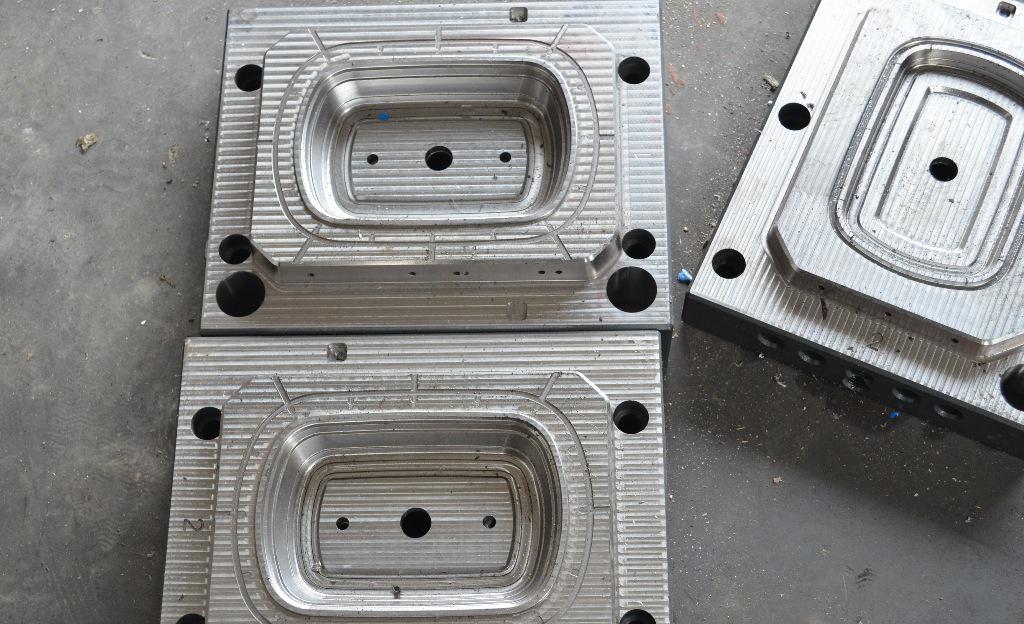
吸塑模具:以塑料板、片材为原料成型某些较简单塑料制品的一种模具,其原理是利用抽真空盛开方法或压缩空气成型方法使固定在凹模或凸模上的塑料板、片,在加热软化的情况下变形而贴在模具的型腔上得到所需成型产品,主要用于一些日用品、食品、玩具类包装制品生产方面。吸塑模具因成型时压力较低,所以模具材料多选用铸铝或非金属材料制造,结构较为简单。
塑料模的工作条件:由于塑料及塑料成型工业的发展,对塑料的模具的质量要求也越来越高,因而塑料模具的失效问题及其影响因素已成为重要的研究课题。塑料模的主要工作零件是成型零件,如凸模、凹模等,它们构成塑料模的型腔,以成型塑料制件的各种表面并直接与塑料接触,经受压力、温度、摩擦和腐蚀等作用。从模具失效的普遍现象分析,塑料模具在服役过程中,可产生磨损失效、局部性变形失效和断裂失效。

1.镜面加工性能:型腔表面光滑,成型面要求抛光成镜面,表面粗糙度低于Ra0.4μm,以保证塑料压制件的外观并便于脱模。2.热处理性能:在模具失效事故中,因热处理造成的事故一般是52.3%,以致热处理在整个模具制造过程中占有重要的地位,热处理工艺的好坏对模具质量有较大的影响。一般要求热处理变形小,淬火温度范围宽,过热敏感性小,特别是要有较大的淬硬性和淬透性等等。3.耐腐蚀性:在成形过程中可能放出腐蚀气受热分解出具有腐蚀性的气体,如HC1、HF等腐蚀模具,有时在空气流道口处使模具锈蚀而损坏,故要求模具钢有良好的耐蚀性。




