



 服务热线:
服务热线:
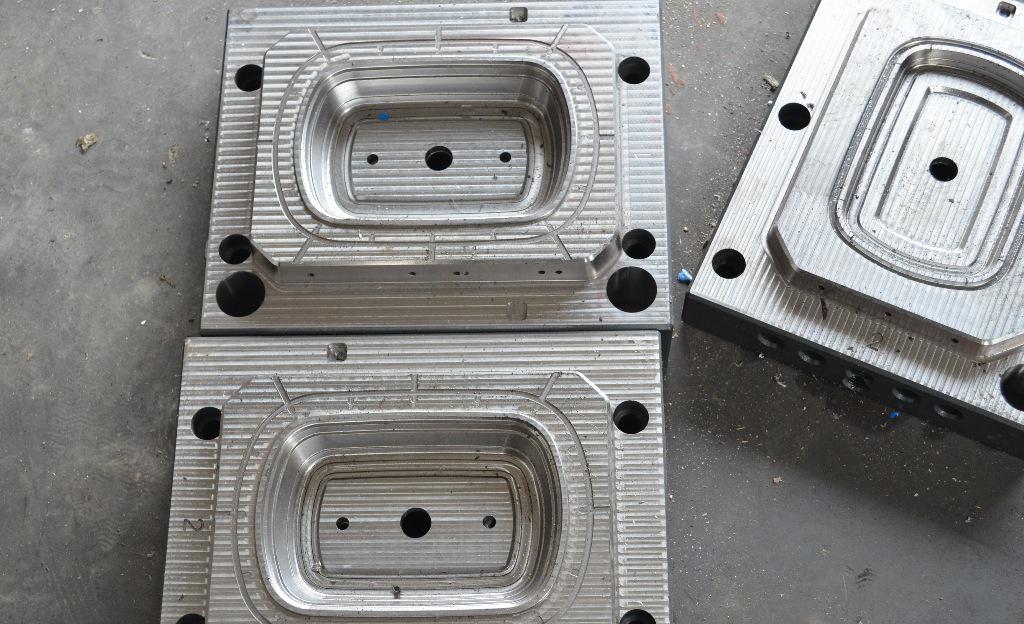
1.镜面加工性能:型腔表面光滑,成型面要求抛光成镜面,表面粗糙度低于Ra0.4μm,以保证塑料压制件的外观并便于脱模。2.热处理性能:在模具失效事故中,因热处理造成的事故一般是52.3%,以致热处理在整个模具制造过程中占有重要的地位,热处理工艺的好坏对模具质量有较大的影响。一般要求热处理变形小,淬火温度范围宽,过热敏感性小,特别是要有较大的淬硬性和淬透性等等。3.耐腐蚀性:在成形过程中可能放出腐蚀气受热分解出具有腐蚀性的气体,如HC1、HF等腐蚀模具,有时在空气流道口处使模具锈蚀而损坏,故要求模具钢有良好的耐蚀性。
塑料制品充填不满:成因:主要是缺料和注射压力与速度不妥(包括阻力造成压力过于耗损)。机台方面:机台的塑化量或加热功率不定,应选用塑化量与加热功率大的机台;螺杆与料筒或过胶头等的磨损造成回料而出现实际充模量不中;热电偶或发热圈等加热系统故障造成料筒的实际温度过低;注射油缸的密封元件磨损造成漏油或回流,而不能达到所需的注射压力;射嘴内孔过小或射嘴中心度调节不当造成阻力过大而使压力消耗。
挤出模具:用来成型生产连续形状的塑料产品的一类模具,又叫挤出成型机头,广泛用于管材、棒材、单丝、板材、薄膜、电线电缆包覆层、异型材等的加工。与其对应的生产设备是塑料挤出机,其原理是固态塑料在加热和挤出机的螺杆旋转加压条件下熔融,塑化,通过特定形状的口模而制成截面与口模形状相同的连续塑料制品。其制造材料主要有碳素结构钢、合金工具等,有些挤出模具在需要耐磨的部件上还会镶嵌金刚石等耐磨材料。挤出中工工艺通常只适用热塑性塑料品制品的生产,其在结构上与注塑模具和压塑模具有明显区别。

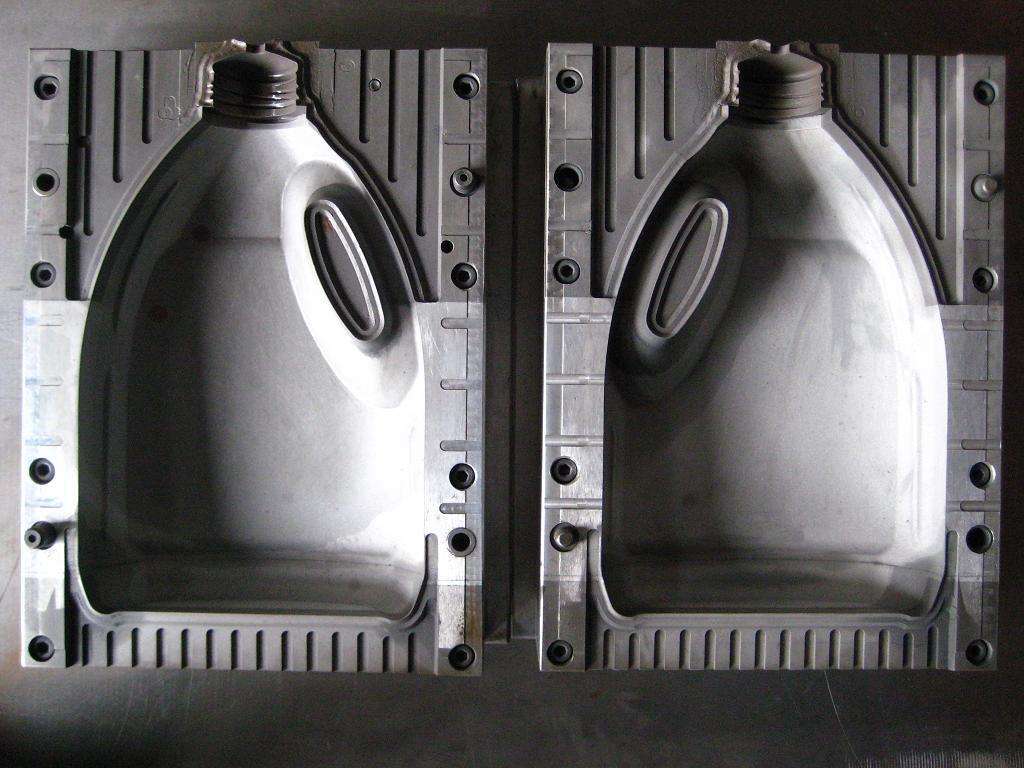
吹塑模具:用来成型塑料容器类中空制品(如饮料瓶、日化用品等各种包装容器)的一种模具,吹塑成型的形式按工艺原理主要有挤出吹塑中空成型、注塑成型的形式按工艺原理主要有挤出吹塑中空成型、注射吹塑中空成型、注射延伸吹塑中空成型(俗称注拉吹),多层吹塑中空成型,片材吹塑中空成型等。中空制品吹塑成型所对应的设备通常称为塑料吹塑成型机,吹塑成型只适用于热塑料品种制品的生产。吹塑模具结构较为简单,所用材料多以碳素多则制造。




