



 服务热线:
服务热线:
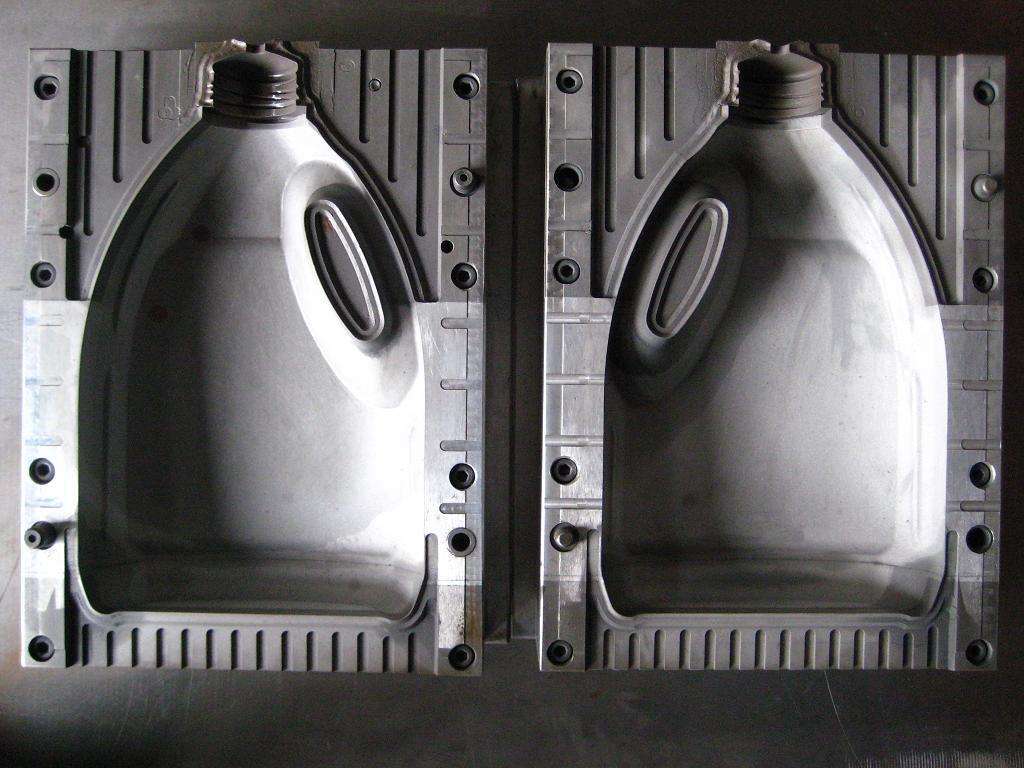
①分型面,即模具闭合时凹模与凸模相互配合的接触表面。它的位置和形式的选定,受制品形状及外观、壁厚、成型方法、后加工工艺、模具类型与结构、脱模方法及成型机结构等因素的影响。②结构件,即复杂模具的滑块、斜顶、直顶块等。结构件的设计非常关键,关系到模具的寿命、加工周期、成本、产品质量等,因此设计复杂模具核心结构对设计者的综合能力要求较高,尽可能追求更简便、更耐用、更经济的设计方案。
足够的表面硬度和耐磨性:塑料模的硬度通常在50-60HRC以下,经过热处理的模具应有足够的表面硬度,以保证模具有足够的刚度。模具在工作中由于塑料的填充和流动要承受较大的压应力和摩擦力,要求模具保持形状的精度和尺寸精度的稳定性,保证模具有足够的使用寿命。模具的耐磨性取决于钢材的化学成分和热处理硬度,因此提高模具的硬度有利于提高其耐磨性。

光芒线:成因:在垂直制件方向的点浇口设计中,注塑时制件表面出现了以浇口为中心的由不同颜色深度和光泽组成的辐射系统,称为光芒线。大体有三种表现,即深色底暗色线,暗色底深色线及在浇口周围暗色线密而发白。这类缺陷大多在注制聚苯乙烯与改性聚苯乙烯混合料时出现,与下列因素有关:两种料在流变性、着色性等方面有差异,浇注系统平流层与紊流层流速和受热状况有差异;塑料因热分解而生成烧焦丝;塑料进模时气态物质的干扰。

塑料模材料失效原因分析:一般模具制造中包括模具设计、选用材料、热处理、机械加工、调试与安装等过程。根据调查表明:模具失效的因素中,模具所使用的材料与热处理是影响使用寿命的主要因素。从全面质量管理的角度出发,不能把影响模具使用寿命的诸因素作为多项式之和来衡量,而应该是多因素的乘积,这样,模具材料与热处理的优劣在整个模具制造过程中就显得特别重要。




