



 服务热线:
服务热线: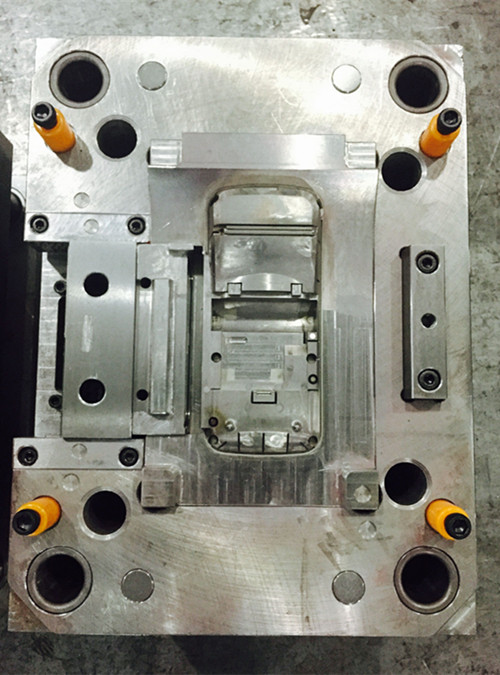
1.镜面加工性能:型腔表面光滑,成型面要求抛光成镜面,表面粗糙度低于Ra0.4μm,以保证塑料压制件的外观并便于脱模。2.热处理性能:在模具失效事故中,因热处理造成的事故一般是52.3%,以致热处理在整个模具制造过程中占有重要的地位,热处理工艺的好坏对模具质量有较大的影响。一般要求热处理变形小,淬火温度范围宽,过热敏感性小,特别是要有较大的淬硬性和淬透性等等。3.耐腐蚀性:在成形过程中可能放出腐蚀气受热分解出具有腐蚀性的气体,如HC1、HF等腐蚀模具,有时在空气流道口处使模具锈蚀而损坏,故要求模具钢有良好的耐蚀性。
塑料模材料失效原因分析:一般模具制造中包括模具设计、选用材料、热处理、机械加工、调试与安装等过程。根据调查表明:模具失效的因素中,模具所使用的材料与热处理是影响使用寿命的主要因素。从全面质量管理的角度出发,不能把影响模具使用寿命的诸因素作为多项式之和来衡量,而应该是多因素的乘积,这样,模具材料与热处理的优劣在整个模具制造过程中就显得特别重要。




