



 服务热线:
服务热线: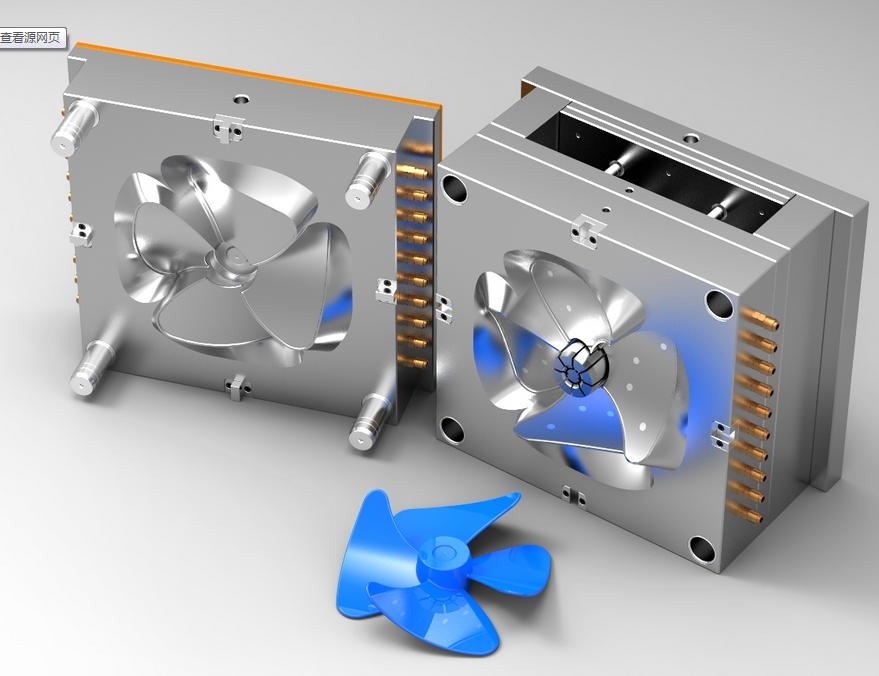
1、塑料模具材料的后处理不需要,因为:塑料软,不需要硬度等什么特殊的要求,且热处理过程可能造成模具变形。2、模具中的冷却(通水通道)与产品大小、形状、塑料性质、保压时间等因素相关。3、模具的形腔内粗糙度等级要达到“镜面级”,不然产品难以脱模,产品顶出时需力过大造成产品损坏。定位销、合模面及其它部位的粗糙度均有标准规定。
冷料斑:成因:冷料斑主要是指制件近浇口处带有雾色或亮色的斑纹或从浇口出发的宛如若蚯蚓贴在上面的弯曲疤痕,它们由进入型腔的塑料前锋或因过分的保压作用而后来挤进型腔的冷料造成,前锋料因为射咀或流道的冷却作用传去热量,在进入型腔前部分被冷却固化,当通过狭窄的浇口而扩张注入型腔时,形成熔体破裂,紧接着又被后来的热熔料推拥,于是就成了冷料斑。




