



 服务热线:
服务热线: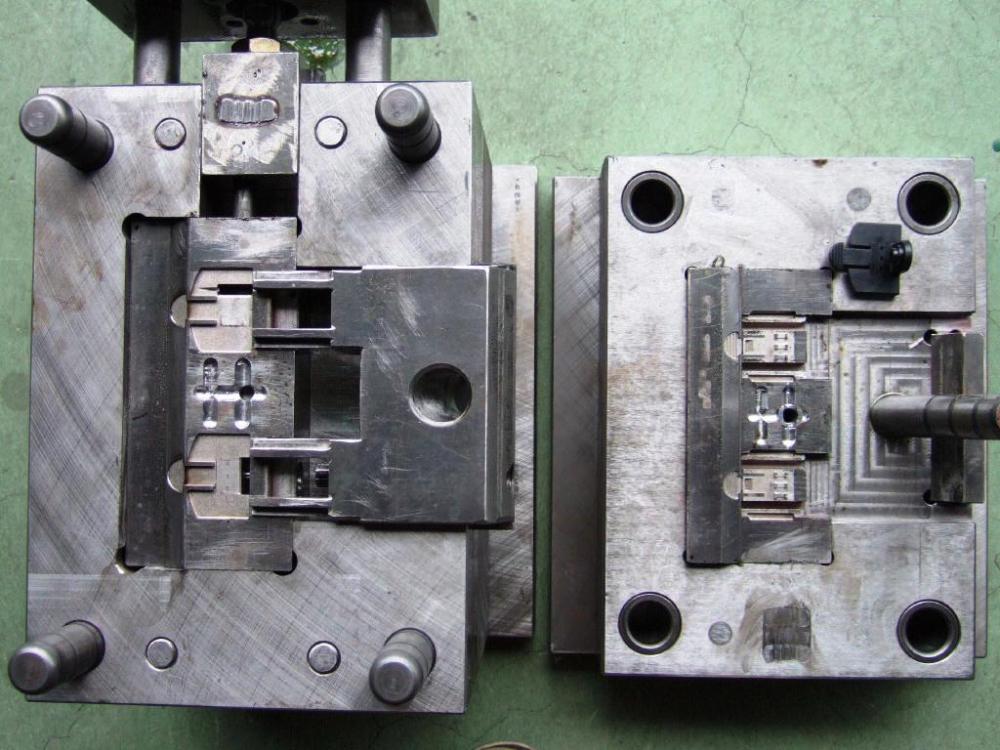
挤出模具:用来成型生产连续形状的塑料产品的一类模具,又叫挤出成型机头,广泛用于管材、棒材、单丝、板材、薄膜、电线电缆包覆层、异型材等的加工。与其对应的生产设备是塑料挤出机,其原理是固态塑料在加热和挤出机的螺杆旋转加压条件下熔融,塑化,通过特定形状的口模而制成截面与口模形状相同的连续塑料制品。其制造材料主要有碳素结构钢、合金工具等,有些挤出模具在需要耐磨的部件上还会镶嵌金刚石等耐磨材料。挤出中工工艺通常只适用热塑性塑料品制品的生产,其在结构上与注塑模具和压塑模具有明显区别。
1.优良的切削加工性:大多数塑料成型模具,除电火花加工还需进行一定的切削加工和钳工修配。为延长切削刀具的使用寿命,在切削过程中加工硬化小。为避免模具变形而影响精度,希望加工残余应力能控制在最小限度。2. 良好的热稳定性:塑料注射模的零件形状往往比较复杂,淬火后难以加工,因此应尽量选用具有良好的热稳定性的材料。




