



 服务热线:
服务热线: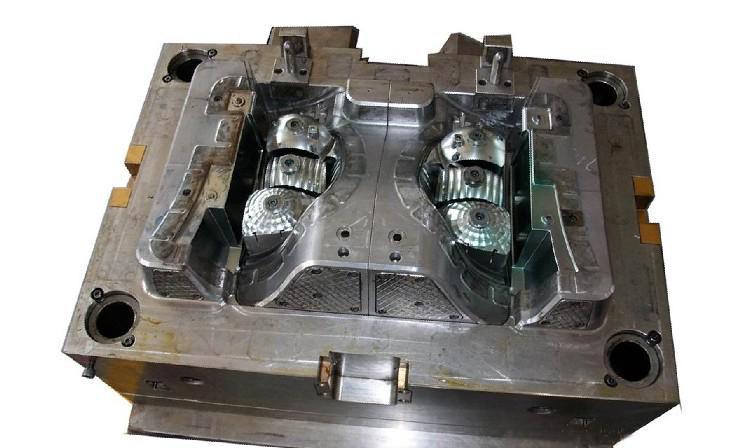
1.塑料模要有足够的刚度,不然在合模保压时产生变形,引起“飞边”。2.塑料模要选择合理的排气位置及其量的控制。不然引起塑料注不满而产品“缺料”。3.注射道要选择合理,使料能均匀到达每一处(流径相等),并要有足够的贮量,保证塑料在收缩过程中补给塑料。3.每种料的收缩系数不同,模具要有合理的收缩率。4.选择合理的脱模方式,选择合理的顶杆位置与数量,保证在顶出过程中产品不损坏。5.模具与注塑机固定方式要合理,要可靠牢固,防止合模时变位而引起事故。并要拆卸方便。

①分型面,即模具闭合时凹模与凸模相互配合的接触表面。它的位置和形式的选定,受制品形状及外观、壁厚、成型方法、后加工工艺、模具类型与结构、脱模方法及成型机结构等因素的影响。②结构件,即复杂模具的滑块、斜顶、直顶块等。结构件的设计非常关键,关系到模具的寿命、加工周期、成本、产品质量等,因此设计复杂模具核心结构对设计者的综合能力要求较高,尽可能追求更简便、更耐用、更经济的设计方案。




