



 服务热线:
服务热线: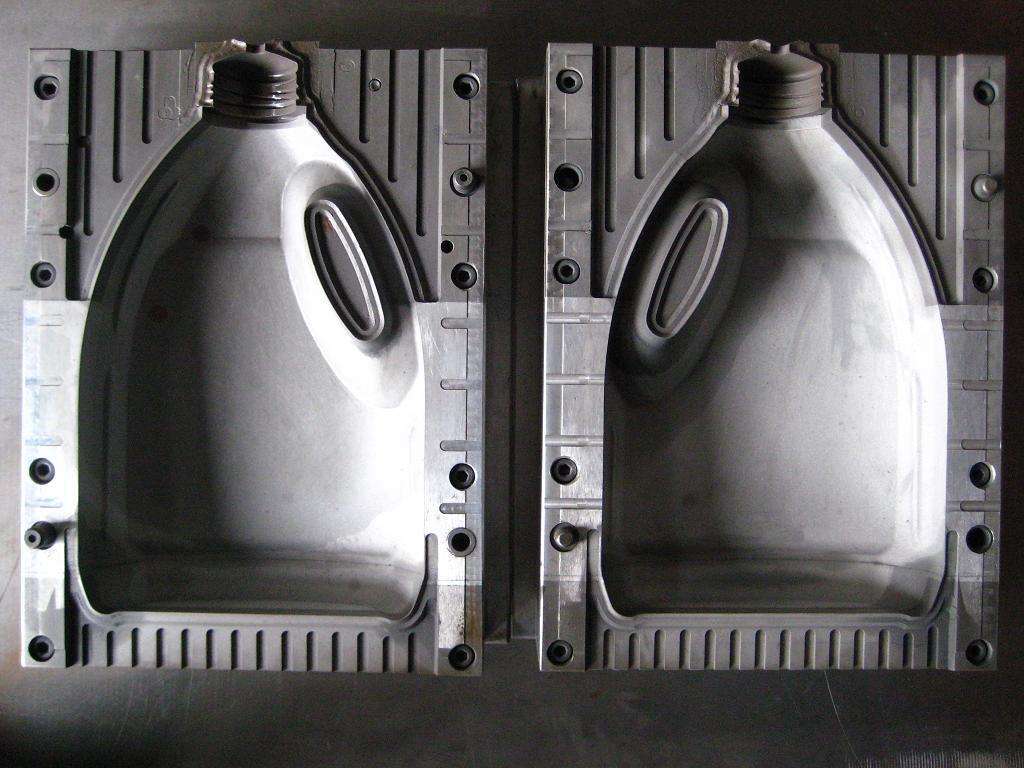
1.耐热性能:随着高速成型机械的出现,塑料制品运行速度加快。由于成型温度在200--350℃之间,如果塑料流动性不好,成形速度又快,会使模具部分成型表面温度在极短时间内超过400℃。为保证模具在使用时的精度及变形微小,模具钢应有较高的耐热性能。2.足够耐磨性:随着塑料制品用途的扩大,在塑料中往往需添加玻璃纤维之类的无机材料以增强塑性,由于添加物的加入,使塑料的流动性大大降低,导致模具的磨损,故要求其具有良好的耐磨性。

塑料模的工作条件:由于塑料及塑料成型工业的发展,对塑料的模具的质量要求也越来越高,因而塑料模具的失效问题及其影响因素已成为重要的研究课题。塑料模的主要工作零件是成型零件,如凸模、凹模等,它们构成塑料模的型腔,以成型塑料制件的各种表面并直接与塑料接触,经受压力、温度、摩擦和腐蚀等作用。从模具失效的普遍现象分析,塑料模具在服役过程中,可产生磨损失效、局部性变形失效和断裂失效。




