



 服务热线:
服务热线: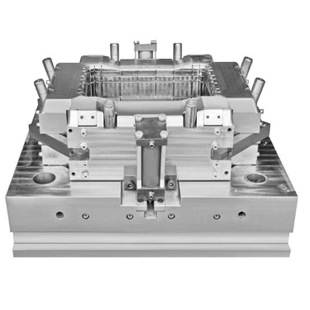
1.原料方面:塑料的流动性过大,或加太多的润滑剂,应适当降低压力、速度、温度等,减小润滑剂的使用量,必要时要选用流动性低的塑料。2.加工、调整方面:①设置的温度、压力、速度过高,应采用分段注射。注射时间、保压时间、加料量过多都会造成飞边。②调节时,锁模机铰未伸直,或开、锁模时调模螺母经常会动而造成锁模力不足出现飞边。③调节头与二极的平行度不够或调节的系统压力过大。
高发泡聚苯乙烯成型模具:是应用可发性聚苯乙烯(由聚苯乙烯和发泡剂组成的珠状料)原料来成型各种所需形状的泡沫塑料包装材料的一种模具。其原理是可发聚苯乙烯在模具内能入蒸汽成型,包括简易手工操作模具和液压机直通式泡沫塑料模具两种类型,主要用来生产工业品方面的包装产品。制造此种模具的材料有铸铝、不锈钢、青铜等。
模具方面:①模具局部或整体的温度过低造成入料困难,应适当提高模温;②模具的型腔的分布不平衡。制件壁厚过薄造成压力消耗过磊而且充模不力。应增加整个制件或局部的壁厚或可在填充不足处的附近,设置辅助流或浇口解决。③模具的流道过小造成压力损耗;过大时会出现射胶无力;过于粗糙都会造成制件不满。应适当设置流道的大小,主流道与分流道,浇口之间的过渡或本身的转弯处应用适当的圆弧过渡。④模具的排气不良。进入型腔的料受到来不及排走的气体压力的阻挡而造成充填不满。可以充分利用螺杆的缝隙排气或降低锁模力利用分型面排气,必要时要开设排气沟道或气孔。

光芒线:成因:在垂直制件方向的点浇口设计中,注塑时制件表面出现了以浇口为中心的由不同颜色深度和光泽组成的辐射系统,称为光芒线。大体有三种表现,即深色底暗色线,暗色底深色线及在浇口周围暗色线密而发白。这类缺陷大多在注制聚苯乙烯与改性聚苯乙烯混合料时出现,与下列因素有关:两种料在流变性、着色性等方面有差异,浇注系统平流层与紊流层流速和受热状况有差异;塑料因热分解而生成烧焦丝;塑料进模时气态物质的干扰。




