



 服务热线:
服务热线: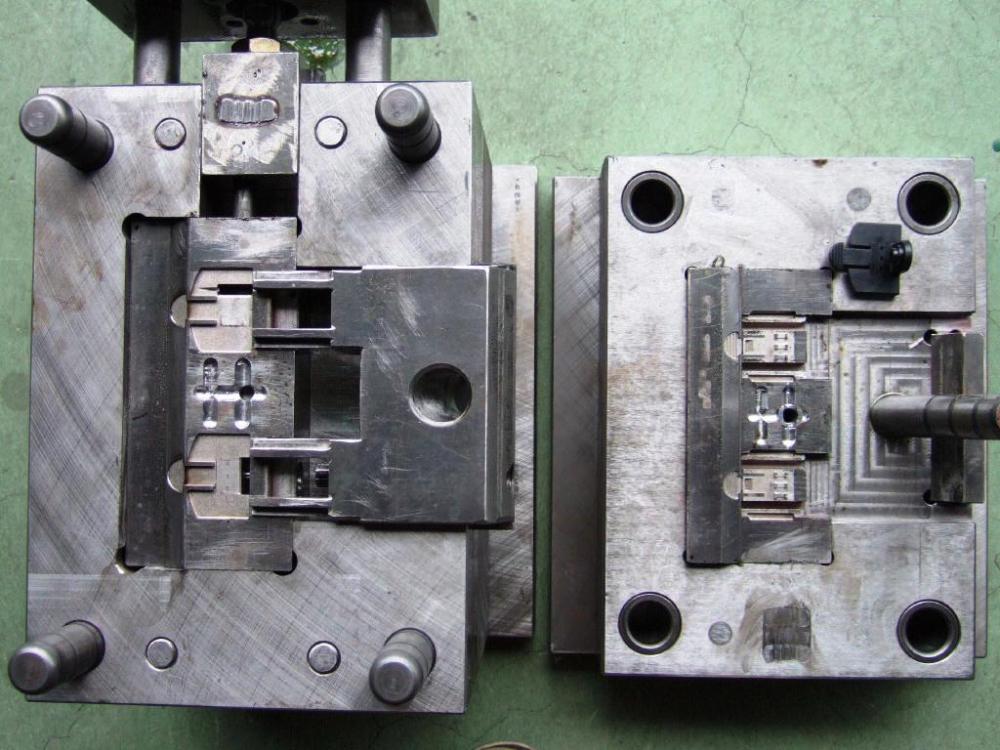
吹塑模具:用来成型塑料容器类中空制品(如饮料瓶、日化用品等各种包装容器)的一种模具,吹塑成型的形式按工艺原理主要有挤出吹塑中空成型、注塑成型的形式按工艺原理主要有挤出吹塑中空成型、注射吹塑中空成型、注射延伸吹塑中空成型(俗称注拉吹),多层吹塑中空成型,片材吹塑中空成型等。中空制品吹塑成型所对应的设备通常称为塑料吹塑成型机,吹塑成型只适用于热塑料品种制品的生产。吹塑模具结构较为简单,所用材料多以碳素多则制造。
模具方面:①模具局部或整体的温度过低造成入料困难,应适当提高模温;②模具的型腔的分布不平衡。制件壁厚过薄造成压力消耗过磊而且充模不力。应增加整个制件或局部的壁厚或可在填充不足处的附近,设置辅助流或浇口解决。③模具的流道过小造成压力损耗;过大时会出现射胶无力;过于粗糙都会造成制件不满。应适当设置流道的大小,主流道与分流道,浇口之间的过渡或本身的转弯处应用适当的圆弧过渡。④模具的排气不良。进入型腔的料受到来不及排走的气体压力的阻挡而造成充填不满。可以充分利用螺杆的缝隙排气或降低锁模力利用分型面排气,必要时要开设排气沟道或气孔。




