



 服务热线:
服务热线:
塑料模具由活动模具和固定模具组成。可动模具安装在打针成型机的可动模板上,固定模具安装在打针成型机的固定模板上。在打针成型期间,可动模具和固定模具封闭以形成浇注体系和型腔。翻开模具时,将活动模具和固定模具分开以取出塑料制品。尽管塑胶模具的结构可能会因塑料的品种和功能,塑料产品的形状和结构以及注塑机的类型而有很大差异,但基本结构是相同的。
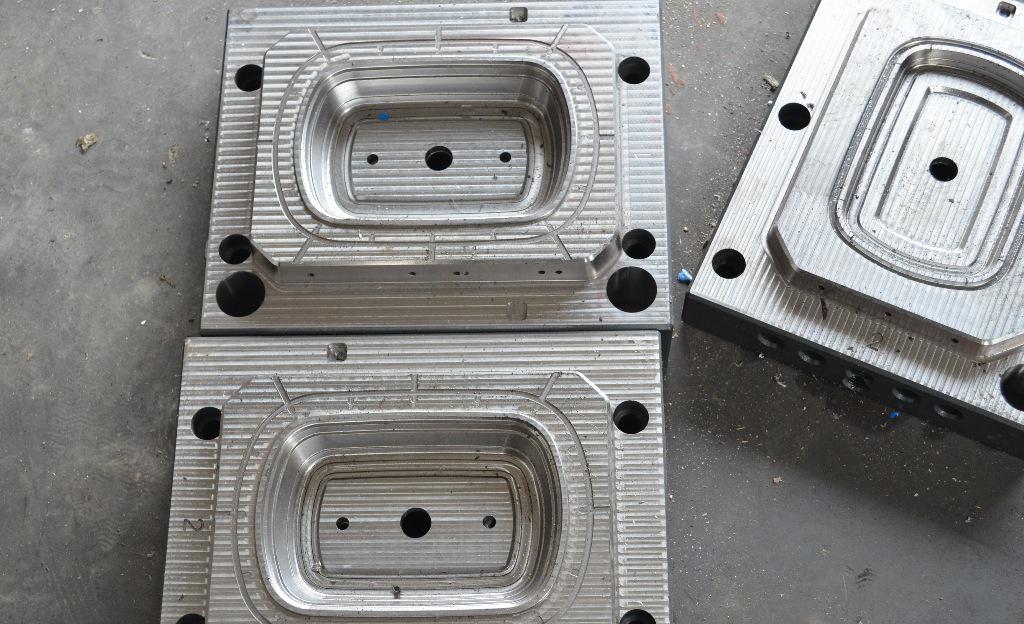
1、塑料模具材料的后处理不需要,因为:塑料软,不需要硬度等什么特殊的要求,且热处理过程可能造成模具变形。2、模具中的冷却(通水通道)与产品大小、形状、塑料性质、保压时间等因素相关。3、模具的形腔内粗糙度等级要达到“镜面级”,不然产品难以脱模,产品顶出时需力过大造成产品损坏。定位销、合模面及其它部位的粗糙度均有标准规定。

塑料制品充填不满:成因:主要是缺料和注射压力与速度不妥(包括阻力造成压力过于耗损)。机台方面:机台的塑化量或加热功率不定,应选用塑化量与加热功率大的机台;螺杆与料筒或过胶头等的磨损造成回料而出现实际充模量不中;热电偶或发热圈等加热系统故障造成料筒的实际温度过低;注射油缸的密封元件磨损造成漏油或回流,而不能达到所需的注射压力;射嘴内孔过小或射嘴中心度调节不当造成阻力过大而使压力消耗。




