



 服务热线:
服务热线: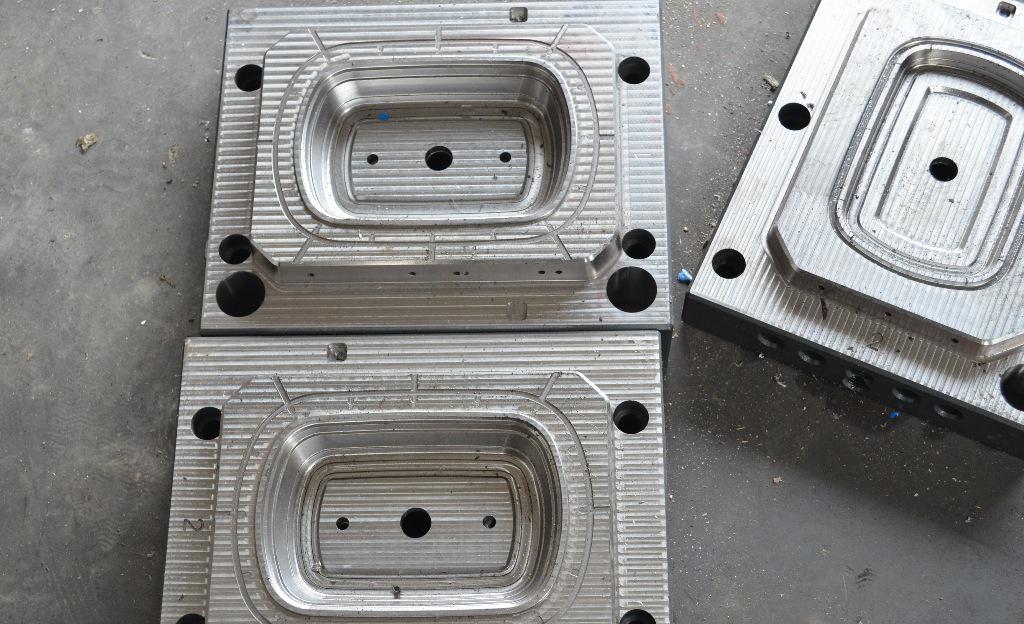
吹塑模具:用来成型塑料容器类中空制品(如饮料瓶、日化用品等各种包装容器)的一种模具,吹塑成型的形式按工艺原理主要有挤出吹塑中空成型、注塑成型的形式按工艺原理主要有挤出吹塑中空成型、注射吹塑中空成型、注射延伸吹塑中空成型(俗称注拉吹),多层吹塑中空成型,片材吹塑中空成型等。中空制品吹塑成型所对应的设备通常称为塑料吹塑成型机,吹塑成型只适用于热塑料品种制品的生产。吹塑模具结构较为简单,所用材料多以碳素多则制造。
冷料斑:成因:冷料斑主要是指制件近浇口处带有雾色或亮色的斑纹或从浇口出发的宛如若蚯蚓贴在上面的弯曲疤痕,它们由进入型腔的塑料前锋或因过分的保压作用而后来挤进型腔的冷料造成,前锋料因为射咀或流道的冷却作用传去热量,在进入型腔前部分被冷却固化,当通过狭窄的浇口而扩张注入型腔时,形成熔体破裂,紧接着又被后来的热熔料推拥,于是就成了冷料斑。

1.优良的切削加工性:大多数塑料成型模具,除EMD加工外还需进行一定的切削加工和钳工修配。为延长切削刀具的使用寿命,提高切削性能,减少表面粗糙度,塑料模具用钢的硬度必须适当。2.良好的抛光性能:高品质的塑料制品,要求型腔表面的粗糙度值小。例如,注塑模型腔表面粗糙度值要求小于Ra0.1~0.25的水平,光学面则要求Ra<0.01nm,型腔须进行抛光,减小表面粗糙度值。为此选用的钢材要求材料杂质少、组织微细均一、无纤维方向性、抛光时不应出现麻点或桔皮状缺陷。

1.镜面加工性能:型腔表面光滑,成型面要求抛光成镜面,表面粗糙度低于Ra0.4μm,以保证塑料压制件的外观并便于脱模。2.热处理性能:在模具失效事故中,因热处理造成的事故一般是52.3%,以致热处理在整个模具制造过程中占有重要的地位,热处理工艺的好坏对模具质量有较大的影响。一般要求热处理变形小,淬火温度范围宽,过热敏感性小,特别是要有较大的淬硬性和淬透性等等。3.耐腐蚀性:在成形过程中可能放出腐蚀气受热分解出具有腐蚀性的气体,如HC1、HF等腐蚀模具,有时在空气流道口处使模具锈蚀而损坏,故要求模具钢有良好的耐蚀性。




